 手機版
手機版



一、大豆浸泡工藝規程
1、范圍
本規程規定了大豆浸泡工序的工藝流程、檢驗要求、操作方法。
本規程適用于本廠豆制品的大豆浸泡工藝。
2、工藝流程
大豆→進水撈除漂浮物→浸泡
3、工藝要求
3.1 大豆的加入量不超過浸泡桶容量的1/3。浸泡加水為大豆的2.0-2.5倍。
3.2 大豆浸泡程度應季節而異,夏季可浸泡至九成,冬季則需浸泡到十成。
浸泡好的大豆表面光亮,無皺皮,豆皮不輕易脫落,手感有勁。
判斷方法是將大豆扭成兩瓣,以豆瓣內表面基本呈平面,略有塌坑,手指掐之易斷,斷面已浸透無硬心為宜。
3.3 大豆浸泡時間受溫度影響,溫度越高浸泡時間越短,浸泡采用自然水溫時,可參照表1的關系。
表1溫度和時間的關系
|
季節 |
溫度 |
時間(小時) |
|
春秋 |
10-12℃ |
8-12 |
|
夏 |
28-33℃ |
6-8 |
|
冬 |
0℃ |
14-16 |
4、操作方法
4.1 將大豆加入浸泡桶中,加入水至淹沒大豆,用撈篩翻動大豆,使豆殼、豆桿等雜物浮出水面并用撈篩撈掉。
4.2 清除漂浮雜物后,繼續加水至規定量即可。
4.3 浸泡加水時間的確定應根據浸泡所需時間和磨豆時間來決定。
二、磨漿、離心、煮漿工藝規程
1、范圍
本規程規定了豆制品制漿工藝的工藝流程、檢驗要求、操作方法。
本規程適用于本廠豆制品及豆飲料生產用的大豆浸泡工藝。
2、工藝流程
浸脹大豆→去雜→磨豆→漿渣分離→煮漿→二次濾漿
3、工藝和操作要求
3.1放豆去雜
3.1.1 放掉浸豆水,然后打開浸泡桶上的自來水使大豆流入流淌槽和去雜槽。
3.1.2大豆通過平篩,使大豆和水分離,進入磨子漏斗。
3.1.3 在放豆過程中應及時清除去雜槽內的雜質,以防雜質混入磨子內。
3.2磨豆
3.2.1 開磨之前和磨豆結束后應把磨子和管道清洗干凈。
3.2.2 磨豆時應控制隨料進入的水量,使大豆的進入量衡定,并使磨糊不發熱。
3.2.3 磨豆時應控制磨糊的粗細,無肉眼可見豆片,手捏不粗糙。
3.2.4 磨豆時應根據需要控制豆漿的濃度,方法是通過調節沖磨糊的三漿水的大小來控制。具體濃度見表1。
表1 豆漿的濃度
|
產 品 |
濃 度 |
|
水貨類產品 |
11-12度 |
|
干貨類產品 |
8-10度 |
|
注:以糖度計計 |
|
3.3漿渣分離
3.3.1 在離心之前和離心結束后,應將離心機、管道和貯漿桶清洗干凈。
3.3.2 過濾采用離心分離的方法,使豆漿通過濾網,豆渣擋在網內。
3.3.3 離心機每次啟動前,內膽都應沖洗干凈。
3.3.4 在分離時應合理控制進漿量,使豆渣不夾漿,手捏豆腐不粘手。
3.3.5 在離心時濾網應無破洞,網孔不模糊。
3.3.6 濾出的漿應及時進行煮漿,當貯漿桶內有大量泡沫時,應加消泡劑消泡。
3.4煮漿
3.4.1 煮漿前和生產結束后將煮漿桶、管道等設備清洗干凈。
3.4.2 通過調節進漿流量和蒸汽量來控制每個加熱罐內的漿溫,蒸汽壓力應控制在2MPa,最后出漿溫度控制在100℃-105℃。時間為5-8分鐘
3.5 二次煮漿
3.5.1 煮漿后應用濾網進行二次濾漿,以除去熟漿中的洋渣。
3.5.2 當濾篩網孔堵塞時應及時清洗或調換。
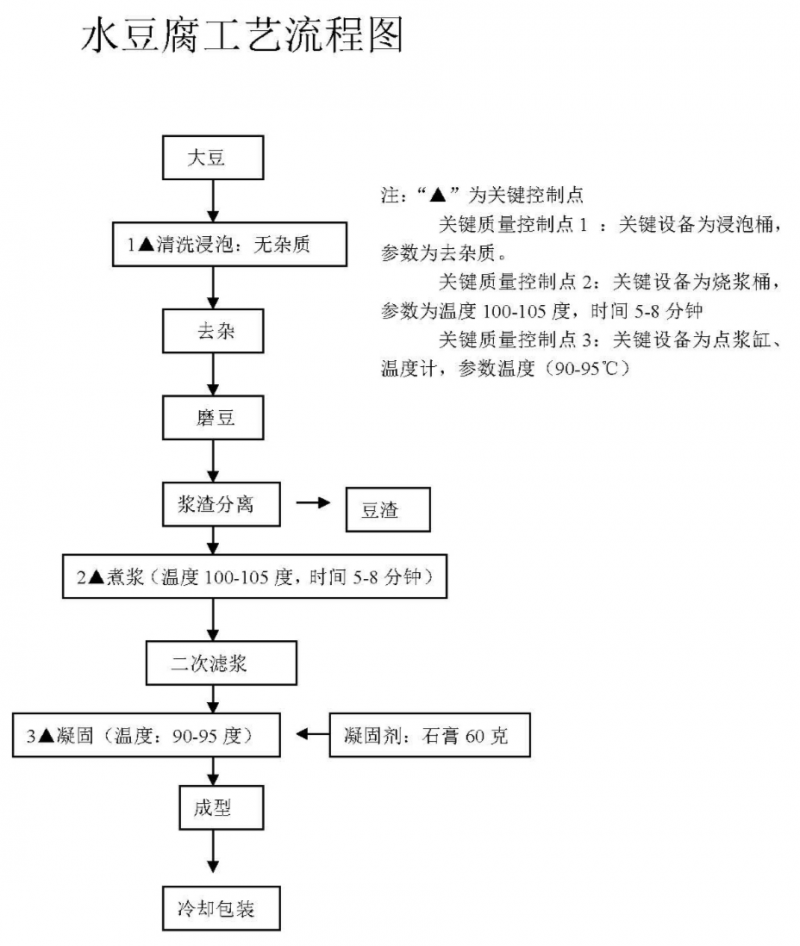
三、水豆腐加工工藝規程
1、范圍
本規程規定了水豆腐的工藝流程、工藝要求及工藝配方。
本規程適用于本廠生產線上制作的豆腐產品。
2、工藝流程
熟漿→點漿→悶漿→上腦→壓榨→成品
3、工藝和操作要求
3.1點漿
待煮沸后的熟豆漿降溫到90-95℃左右,可加入凝固劑。
凝固劑為石膏,每箱水嫩豆腐5公斤:石膏用量60克
3.2悶漿
點漿后形成的豆腐花,應在缸內靜止4-5分鐘,使大豆蛋白質網結構牢固成型,有韌性,持水性增強為目的。
3.3上腦
用不銹鋼勺從上而下,一片片將豆腐花平整輕放在攤好的豆腐布的箱套內,盡量使豆腐花完整不碎,達到不破壞大豆蛋白質的網狀組織,從而提高豆腐的持水性。
3.4壓榨成品
上腦后包好豆腐布輕輕壓成型20-25分鐘后,把豆腐翻轉過來放進包裝箱。
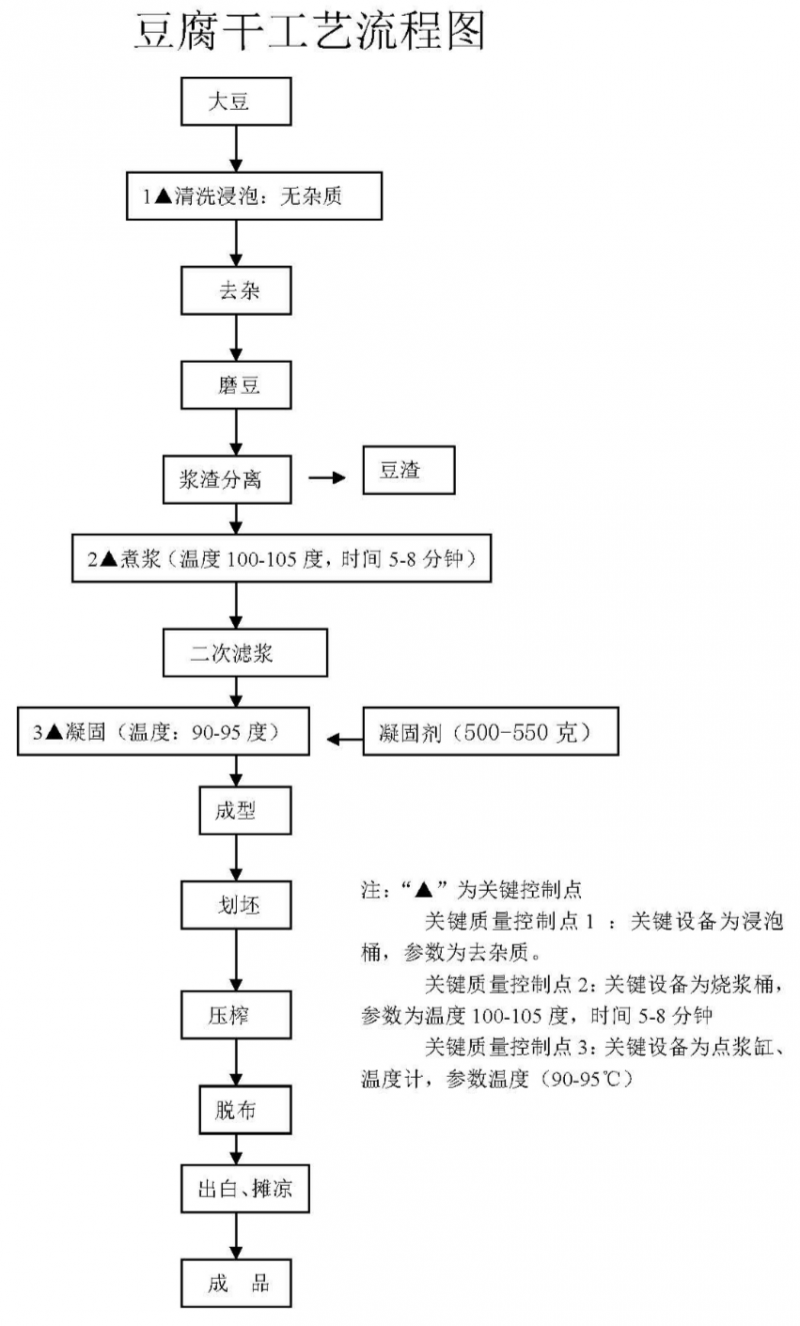
四、豆腐干加工成型工藝規程
1、范圍
本規程規定了豆腐干加工成型的工藝流程、操作要求。
本規程適用于用豆花直接加壓成型的豆腐干,不適用于先制成豆腐坯子再經包制壓榨成型的豆腐干。
2、工藝流程
熟漿→點漿→澆制→壓榨→劃坯→出白→攤涼→成品
3、工藝和操作要求
3.1點漿
點漿用石膏,凝固劑用量一缸豆漿500-550克之間,豆漿應趁熱點漿溫度在90-95度,點好后悶漿10-15分鐘。然后破腦上下翻動數次,使泔水浮出,待1-2分鐘把浮在豆腦表面的泔水吸出。
3.2澆制
在壓機車上放好平板和模型格及木杠,鋪上豆腐布,包布四角對準木框四邊,并把布壓在框底部,然后把豆腦澆在模型框內,框內表面平均后把不包緊,如此反復操作將一桶豆腦全部澆完,再在最上面放一塊平板移至壓制機上壓制。
3.3壓榨
壓榨時應逐步加壓,不能太快,防止榨空粘布。壓制時間為15-20分鐘,剝布后光潔布粘布,表面淡黃。
3.4劃坯
剝布后有格子的按格子劃坯,無格子的按要求劃坯,做到塊形均勻,在劃坯時應剔除次品。
3.5出白
劃塊后的豆腐干放入沸水中出白,煮沸5-10分鐘,以除去坯子中的泔水,出鍋后放到攤涼機上攤涼,使每塊白干表面結皮,然后包裝。
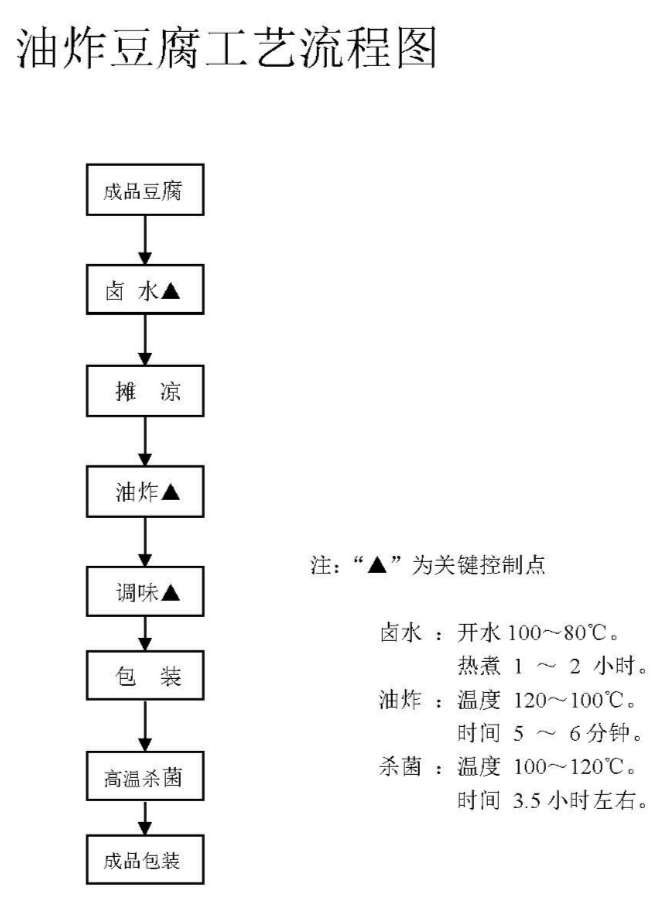
五、油炸豆腐加工工藝規程
1、范圍
本規程規定了油炸豆腐加工的工藝流程、操作要求。
本規程適用于本廠生產線上制作的油炸豆腐產品。
2、工藝流程
豆腐片→鹵水煮→攤涼→油炸→調味→初包裝殺菌→成品包裝
3、工藝和操作要求
3.1鹵水熱煮
先將鹵水燒開溫度至100℃,一次投入200~300斤(300片)豆腐片;
蓋牢鍋蓋,并檢查鍋蓋的密封情況,一切正常,持續加溫100℃以內;
1.5小時左右出鍋,并以此類推熱煮。
3.2攤涼
把已鹵煮過的豆腐片平整攤開放于攤涼臺上,注意要分散攤開,不宜重疊,有必要時要強制降溫;
直至豆腐片上沒有溫感。
3.3油炸
先將新色拉油注入油炸鍋,油位線低于鍋面15公分,以免高溫溢出;
緊接蓋上鍋蓋預熱至120℃,打開油鍋,用攪拌勺將上下油溫攪拌均勻,若油低于100℃,則繼續加溫,如油溫在100℃之上;
攤涼完豆腐片可以下鍋油炸,一次下鍋100片(10斤),5~6分鐘后可以取出。
3.4調味
將油炸完豆腐片放入調味(不繡鋼已衛生消毒)盆內;
然后按配方標準分別放下各種調味料,進行上下對拌,要求拌料認真仔細均勻,靜止5分鐘,取樣品嘗,味道適中即可。
3.5內包裝
包裝前操作工要認真做好衛生及器具的用前消毒工作,操作時戴好衛生口罩、一次性手套,包裝中認真檢查包裝袋的質量情況,有破孔、裂縫均視不合格品,作退貨處理,裝袋時豆腐片放置平整,封口也要平整無皺褶漏氣;
完工后的產品經檢查合格后一層層疊放于食品周轉框內,轉下關生產。
3.6殺菌
首先對殺菌鍋內的衛生情況逐一檢查,衛生良好,進行高溫預熱至120℃停止,打開進料門,將完成上道包裝工序的半成品放進殺菌鍋,關上進料門,并檢查其密封情況,一切正常保溫100℃以上,3.5小時后取出,高溫殺菌結束。
3.7 成品包裝
先到包裝材料間領出一天所需的包裝箱,進行封箱;
按要求將殺菌冷卻后的成品一一整齊地疊放在包裝箱內,按要求貼好標識;
封牢箱口,送于成品倉庫按規格類別存放。
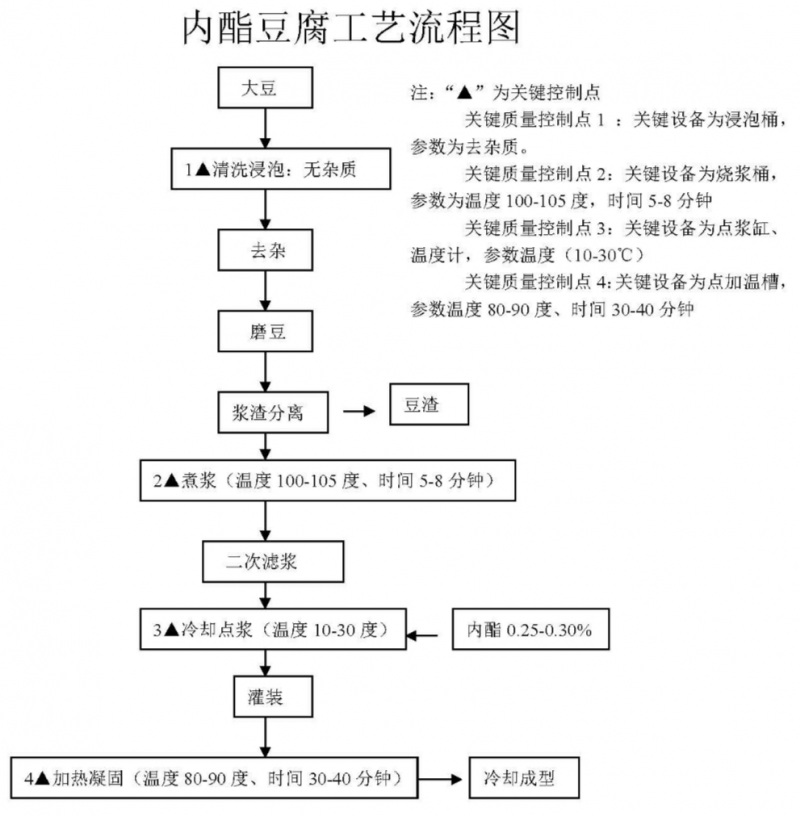
六、內酯豆腐加工工藝規程
1、范圍
本規程規定了內酯豆腐的工藝流程、工藝要求及工藝配方。
本規程適用于本廠生產線上制作的豆腐產品。
2、工藝流程
煮漿→冷卻點漿→灌裝封口→裝箱排包→加熱凝固→冷卻成型 →成品
3、工藝和操作要求
3.1煮漿
內酯豆漿一般采用敞口式燒煮,豆漿煮到100-105度并保溫5-8分鐘,悶漿2分鐘最為理想。煮好的漿不能存放過長,要做到現打現煮,否則,因時間過長會導致原漿變性或蛋白質流失。
3.2冷卻點漿
在冷卻前應用熱開水將貯漿桶、熱交換器、灌裝機、管道等進行消毒。生產結束后,應將上述設備清洗干凈。
冷卻設備采用熱交換器,冷卻后漿溫應在10-30℃。
點漿用葡萄糖酸-δ-內酯作凝固劑,添加量:豆漿濃度9-10度為0.25-0.26%,豆漿濃度11-12度為0.27-0.28%,豆漿濃度13度為0.29-0.30%。
點漿時先用少量水將凝固劑化開,邊攪拌邊加入漿中,使凝固劑和豆漿混勻均勻。
點漿后的豆漿應及時灌裝,以防凝固。
3.3灌裝封口
在灌裝前應對灌裝機及相關管道、容器進行清洗,用熱水消毒。生產結束后應進行清洗。
在灌裝時漿應灌滿,消除泡末。
在封口時,蓋膜應對準,封口應牢固不皺。
3.4裝箱排包
裝箱排包應擺放整齊。排包時應剔除破包、漏包。
3.5加熱凝固
加溫槽水溫必須保持80-90℃。加溫時間為30-40分鐘為宜。
3.6冷卻成型
加熱結束后,將箱疊放整齊,冷卻至常溫或冷藏。
七、油炸用油質量控制規程
1、范圍
本規程規定了油炸用油的質量控制要求。
本規程適用于本廠炸豆腐泡在生產過程中用油的質量控制。
2、要求
油炸豆制品不合格的主要原因是過氧化值和酸價超標,產生的原因是使用的油脂新鮮程度不高,長時間反復使用油炸用油所致。所以油炸用油的質量直接影響到本廠產品的質量安全,本廠結合實際情況對油炸用油做出以下要求:
2.1每天第一鍋生產用油必須使用新鮮的色拉油,嚴禁使用或添加前一天的使用過的剩油。
2.2每油炸一鍋豆腐泡必須及時撈出雜質,保證油質的干凈。
2.3加工過程中應及時向油鍋內添加新鮮色拉油,確保生產正常進行。
2.4為節約用油對加工剩余量不大的時候應根據實際需要添加新鮮色拉油,避免油的浪費。
2.5每天加工完成后把鍋里的油及時清理到廢油回收桶內。
八、管道設備容器清洗消毒規程
1、適用范圍
本制度規定了豆制品生產用的管道、設備、容器工具進行清洗消毒的方法和要求。
2、清洗消毒原則
在整個清洗消毒過程中,嚴格按照制度執行,確保管道、設備、容器工具清洗消毒達標,不得殘留消毒液,不得造成二次污染,影響產品質量。
3、清洗消毒范圍
3.1生產管道
3.2生產設備
3.3容器工具
4、清洗消毒方法
4.1生產管道
4.1.1每天生產結束后先用清水沖洗管道,然后用堿水(配比為100水:1純堿)沖洗管道對管道進行消毒。最后再用清水沖洗干凈,要求不得殘留消毒液。
4.1.2 每天生產前再用清水沖洗一遍管道。確保管道的衛生達到加工要求。
4.2 生產設備
4.2.1生產結束后用堿水(配比為100水:1純堿)擦拭然后用清水清潔
4.2.2每天生產前再用清水擦拭一遍。確保生產設備的衛生達到加工要求。
4.3容器工具
4.3.1每天生產結束后用清水清洗,然后用堿水(配比為100水:1純堿)浸泡進行消毒(浸泡時間5-10分鐘)。最后用清水清洗干凈,要求不得殘留消毒液。
4.3.2 每天生產前再用清水清洗一遍。確保容器工具的衛生達到加工要求。
5、清洗消毒要求
5.1 各工段人員負責各自工段的清洗,消毒衛生工作。
5.2 各種清潔容器、工具應保持衛生并定點存放。
5.3由車間主任負責監督每個過程的實施,并詳細記錄在《管道設備容器清洗消毒記錄》上。




